

��Դ �� ��Ԕ��
�Թ����������aƷ / �����a��������I
����
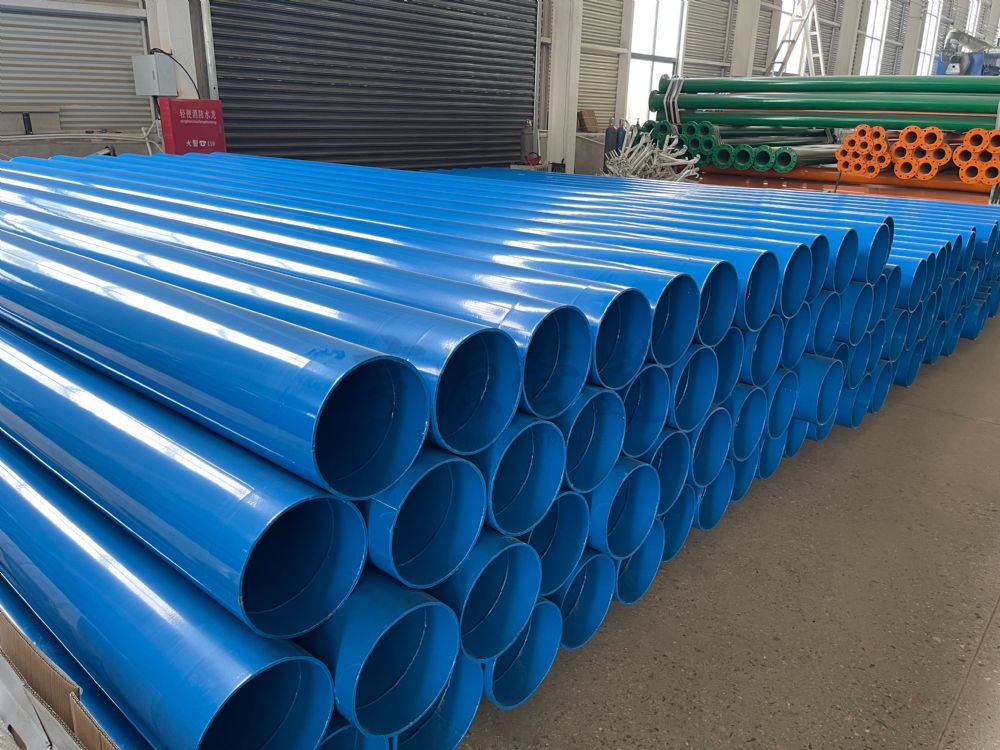
�������ܾW������µ��P�g�����У��ڻ����S�����g�Խ��|�����g�£����y�ܵ��l�l�ĝB©���Y���������̵Ȇ��}������һ�N���²�����Ȼ�K�Y���p���ٺ���Ϳ��䓹ܣ�Bimetal Welding Plastic-Coated Steel Pipe��ͨ�^̼��c���P䓵ďͺ��OӋ��Ϳ�ӹ�ˇ�c���Ӽ��g�����ظ��£������ܹ��I�ܵ�������߅�硣���Č��ļ��g���|���l������������ԡ����Ტ����֮�|�ƽ��ИIʹ�c��
һ�����g�Ⱥˣ����ӷ����wϵ�ľ��܅f��
�p���ٺ���Ϳ��䓹ܵă��ݸ�Դ���ڲ��Ϗͺ��c��ˇ�fͬ��
- ���w�ӣ�̼��ṩ���Ŀ������ȣ�����������6MPa����Խ���y�ϲ��B��4������
- ���r�ӣ��˿��AǶ5-10mm��304/316���P䓣����^���|���g�������m�����ԏUˮ�����}�h������
- Ϳ�܌ӣ��h����֬��EP�������ϩ��PE��Ϳ�Ӹ��w����ڣ��������������c�������g��
���ӹ�ˇ�ĸ�����ͻ�ƣ�
-
�p���ٺ��ӣ����Ú廡����ɲ��P䓃Ȍӌ��ӣ�����̼䓺��l�M�������䣬Ҏ���˂��y���Ӹߜ؟���Ϳ�ӵ��L�U��
-
Ϳ���ޏͣ����p̎�����p�M�ݭh�����aҺ�o�p�ޏͣ��_��ȫ�ܵ������B�m�ԡ�
�P�߶��죺ԓ���g���|�ǡ��ֶ���֮���������P䓿����W���g��̼䓳ЙCе�d�ɡ����ό���h�����g�����߸�˾���־o�܅fͬ���@�dž�һ���|�ܵ��o���ġ�

�������܃��ݣ��������r�����ط��o��
-
�����p���U
���r���P䓌�ֱ�ӽ��|���g���|���绯���Uˮ������ӭh��Ϳ�ӵֿ�����늻��W���g���p������ʹ����ͻ��50�꣬�^��\������3�����ϡ� -
�����c�ܷ��Լ��
�p���ٺ��ӽ��^���Ƚӽ�ĸ�ģ��ɳ���6MPa�߉�ϵ�y�������ܾWҪ��H1.6MPa�����Қ廡������F�����ܷ⣬�ص�Q���y���m�B�ӵĝB©�� -
���wЧ�ܸ���
�ȱ�Ħ��ϵ���H0.008-0.01����ͨ䓹�0.05+�����⻬���潵������20%������Y��������ijˮ���Ŀ���y�@ʾ��ͬ�ȱú�����������15%�� -
��ȫ���ܶ�S���w
- �^���ԣ��h��Ϳ�����ֵ��100M�����Ž^��|���ܕr����g�L�U��
- �l���ԣ�ʳƷ��EP/PEͿ��ͨ�^GB/T 17219�z�y���M��ֱ�ˮ�˜ʡ�
-
�h���m����
�͜ط���-30����110�棬�m���������}�A�ء��ߜ������ܾ��������������c��ϵ���̣�����3�ןo���~����o�� -
ȫ����������
�m��ʼ�ɱ�������ͨͿ�ܹ�15%-20%������S�o���ԣ�50����Q�ܣ�ʹ�C�ϳɱ�����40%��
�������È������ĵ��¹ܾW����Դ���}
| �I�� | �������� | ��Q���� |
|---|---|---|
| �����o��ˮ | ���������g��50����S�o | DN300-DN1200��ڏ���ع� |
| ����ݔ�� | ����A�����B | 316L���r+EPͿ�� |
| ����ϵ�y | �߉��ܷ⡢��ȼ | 6MPa�Љ�+��ȼ�h�� |
| ��|���o | �^�����ɔ_ | ����늴Ÿɔ_��90dB |
| �͚⼯ݔ | ����������g | �p���ُͺό����ƚ�� |
�������C���㽭ij�����@�^���Q�p����Ϳ�ܹܺܵ��S���ʏ����12�ν���0�Σ���δ�l��һ����|й©�¹ʡ�
�ġ����g߅�磺���Կ���������
- �ڏ����ƣ�DN100���¹ܵ��ӿ��g���㣬����Üϲۻ��m�B�ӣ�
- ʩ���T��������ǰ��ɰĥ̎����Sa2.5�������ȣ���tӰ�Ϳ�Ӹ�������
- �O�˹��r���������Խ��|��������ᣩ���h����ȫ���P䓷��m�B�ӡ�
�塢�a�Iڅ�ݣ����ܻ���������������
-
�������죺
- ���ⶨλ���P䓃��r�A���������_��0.1mm��
- �o늇�Ϳ+�t��̻����FͿ�Ӿ����ԣ�98%��
-
�����
- �{���ԭh��Ϳ��������ĥ�ԣ��^���yPE���3������
- ⁺Ͻ����r�����ں�늸�ݗ�Ո�����ԇ��ц��ӡ�
�Y�Z���ܵ����I�ġ��Ї�������
�p���ٺ���Ϳ��䓹ĸ��S���I�ܣ�������Ї�������߸���ֵ�I����S�w���S��GB 50015��CECS 125�Ș˜����ƣ��䡰���OӋ�Q���ϡ��Թ�ˇ����������˼·������ȫ������ĵ�̼���\�S�ṩ����������F֮�|���Ϗͺϲ��ϵ��ǻ��z�ף��ܵ������dz�Ĭ���������������dz������������������o�ߡ�
 �Wվ���
�Wվ��� �P���҂�
�P���҂� ���YӍ
���YӍ �aƷ����
�aƷ���� ���̰���
���̰��� ϵ�҂�
ϵ�҂� �Wվ�؈D
�Wվ�؈D xml�؈D
xml�؈D
 �Ԓ��19103378888
�Ԓ��19103378888 �]�䣺431727371@qq.com
�]�䣺431727371@qq.com ��ַ���ӱ�ʡ�����}ɽ�h���۹��I�@�^
��ַ���ӱ�ʡ�����}ɽ�h���۹��I�@�^ �����W���� 13092502002328̖
�����W���� 13092502002328̖